











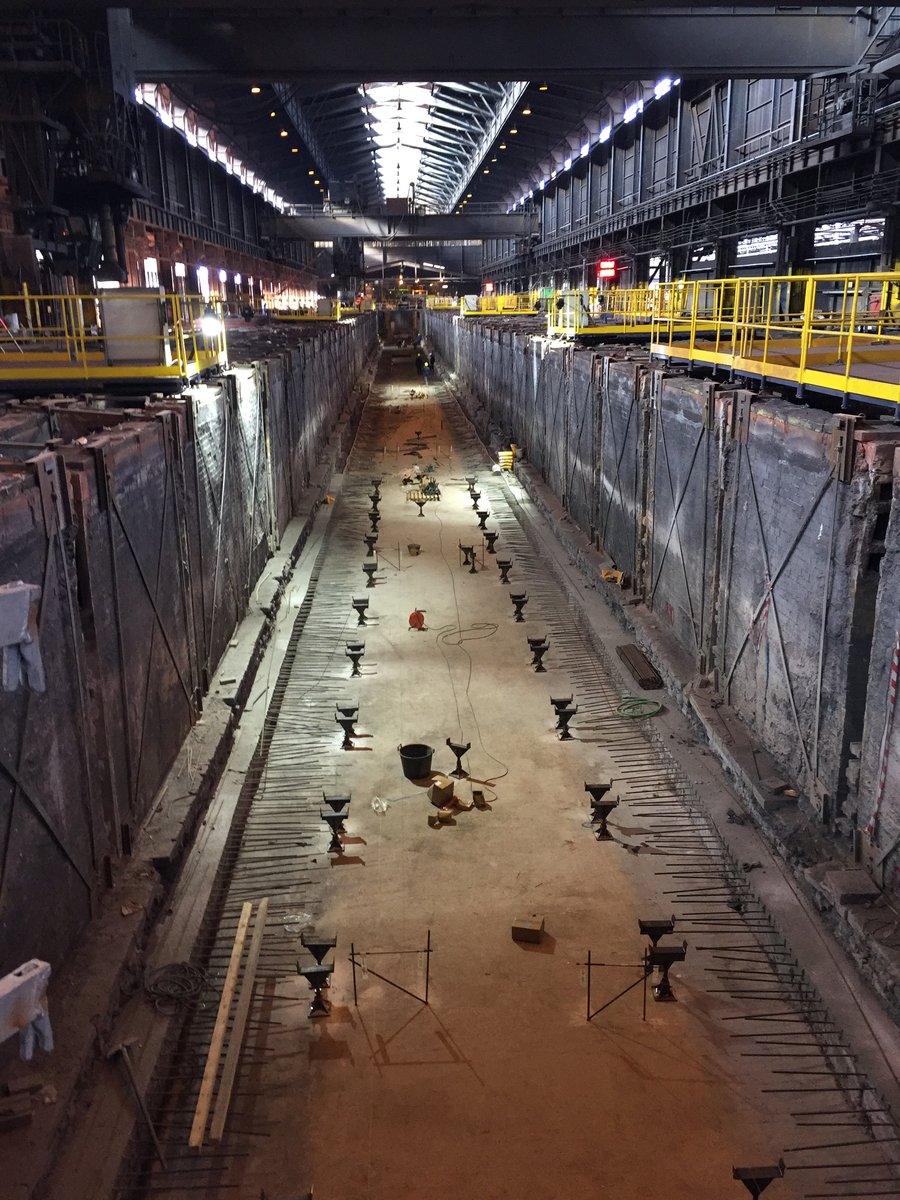





































The project took place inside an industrial building of plan dimensions 30m x 180m and height approximately 15m. The part of the new structure (walls, footings, conveyor belt) to be constructed had dimensions 7m x 200m along the main axis of the facility.
ENKA studied and composed a thorough method statement, regarding the execution of the project, that was checked and approved by a specialized international consulting office (AUXITEC Batiment – ARTELIA Group).
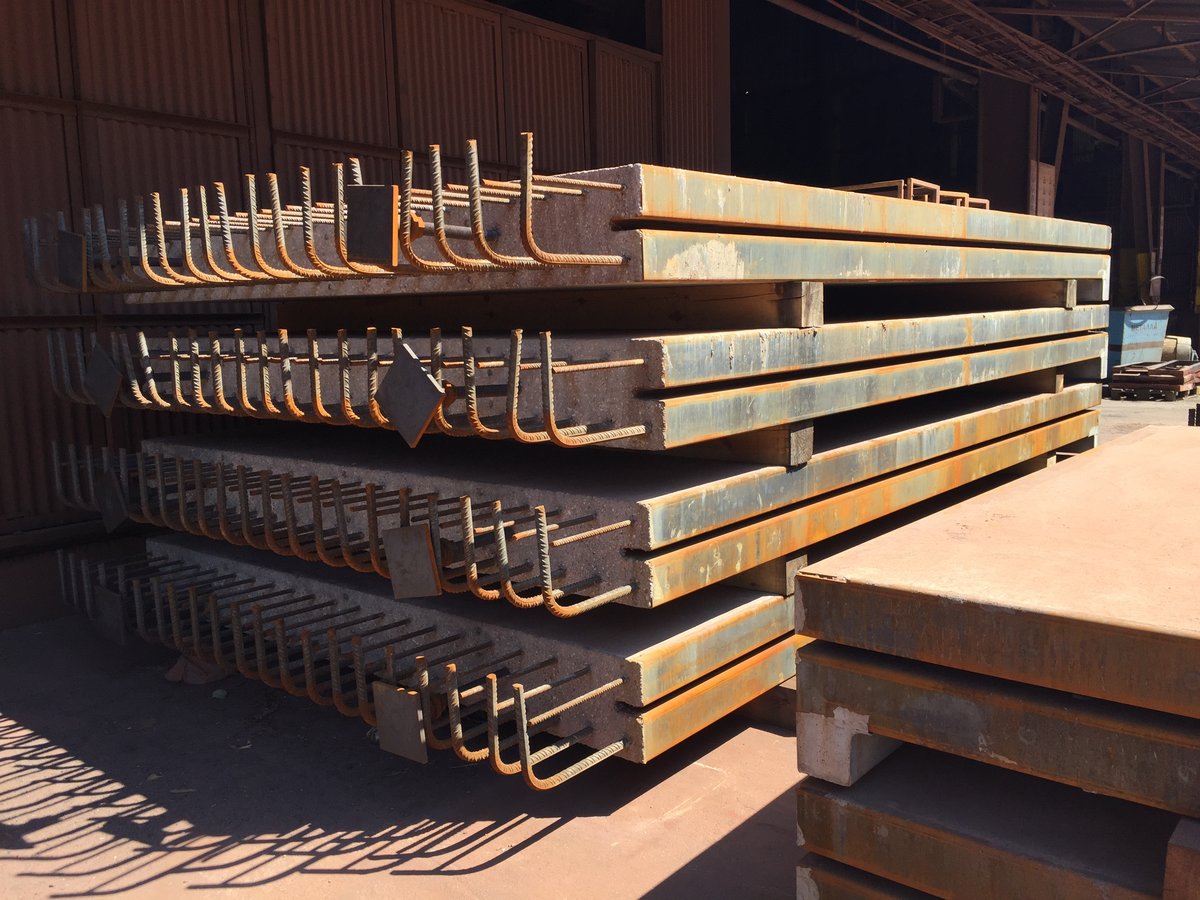
The scope of the project was the construction of new internal walls for the furnace using 118 precast concrete elements of 286cm length, 440cm height, 30cm thickness, and weight approximately 10tn each (constructed by Betofil). The ENKA method statement included guidelines for the transfer of the walls on the interior of the building on a horizontal position, and their hoisting and deposition on the furnace floor on a horizontal position. It also provided guidelines for the placement of the wall elements on a custom made metal table with rotation system around horizontal axis, their hoisting on a vertical position and their installation in temporary encasements. Moreover, provisions were given regarding the installation of the necessary kicker braces, the hoisting and placement of the walls on their specified position, the alignment of the walls, the adjustment of their height and verticality, the installation of the required expansion joints, >2cm between each wall element, and the installation of the gusset plates for connecting the wall panels. ENKA also studied a new technique to modify the initial footings of the precast walls provided by the consulting office. ENKA designed and constructed these special metal footings for the support of the walls, which were installed, based on high precision topographic instruments (www.aksm.gr), in each position and with predefined height according to the precise base level and the exact height of each wall panel. The acceptable tolerances regarding the installation of the walls were ±10mm in each direction. In total, 118 precast wall panels, of 10tn weight each, were installed.
The specification for the concrete of the foundation was quite strict due to the expected high operating temperature of the furnace (>500oC) and the constant heat cycles (from 50oC up to >500oC). More specifically, the specification called for pumpable concrete C35/45 with siliceous aggregates (calcium carbonate aggregates were prohibited) of maximum grain size 20mm. Moreover, due to the construction process and to other restrictions, the concreting should be able to last up to three hours after the loading of the concrete truck. ENKA conducted probationary mix designs, pumpings, and concretings for up to three hours after the production of the mix and the strength of the concrete was confirmed after 28 days. The tests took place in two ready mix concrete units in Thiva (Betofil) and Levadia (Spyridonos Bros) with siliceous aggregates from the quarry of Betofil in Aliartos. Special plasticizer (Sika Viscocrete Ultra 450) and retardant (SikaTard 930) were used. The final mix design comprised 420kg of cement I-42.5 and 4 sizes of siliceous aggregates (<20mm) without containing silica fume, because of washing, and the results of the tests showed concrete cube strength >60MPa. The 500m3 of special mix design C35/45 concrete were supplied by the ready mix concrete unit of Spyridonos Bros in Levadia. Another 330m3 C35/45 and C20/25 concrete with calcium carbonate aggregates were poured on the floor slab and on the composite slab of the conveyor.
The concrete pouring was performed using a concrete bucket hoisted from overhead travelling cranes inside the building, as concrete pumps could not be utilized. ENKA designed, constructed, and certified a concrete bucket of high capacity (3.0m3), in order to reduce the waiting time of the concrete truck and to pour more concrete per day.
The project was completed in 15 days, as scheduled, with continuous work 24/7 in two shifts.
More than 30 people (engineers, foremen, mechanics, and workers) worked for the project.
ENKA’s personnel received training regarding the special safety measures for the particular industry (general training, special training, training for working in enclosed and confined spaces, etc.) and received permission for working in the project after successfully participating in exams. The safety measures were fully abided by with daily presence of safety technician and constant on-site training based on risk analysis assessment of each work and project phase.
